- Semua
- Nama produk
- Kata kunci produk
- Model Produk
- Ringkasan Produk
- Penerangan Produk
- Carian Multi Field

Pandangan: 0 Pengarang: Editor Tapak Menerbitkan Masa: 2025-02-07 Asal: Tapak








Kimpalan adalah proses penting dalam pelbagai industri, dan dua kaedah kimpalan yang paling popular adalah Kimpalan laser dan kimpalan MIG (gas inert logam) . Setiap teknik mempunyai kelebihan yang unik, menjadikannya penting untuk memahami kekuatan, kelemahan, dan kesesuaian untuk aplikasi tertentu. Satu soalan biasa yang ditanya ialah: 'Adakah kimpalan laser sekuat kimpalan MIG?' Dalam artikel ini, kami akan membandingkan kedua -dua teknik kimpalan, kekuatan, kelemahan, dan membantu anda menentukan kaedah mana yang lebih sesuai untuk tugas yang berbeza.
Kimpalan laser adalah teknik kimpalan ketepatan tinggi yang menggunakan rasuk laser yang fokus untuk mencairkan dan bahan fius. Tenaga laser tertumpu ke tempat yang kecil, yang membolehkannya menyertai bahan -bahan dengan herotan haba yang minimum dan ketepatan yang tinggi.
Kimpalan laser melibatkan menggunakan rasuk laser yang difokuskan untuk mencairkan bahan pada sendi kimpalan. Tenaga laser dengan cepat mencairkan bahan, membentuk kolam kimpalan. Proses ini sangat setempat, yang mengurangkan zon yang terjejas haba (HAZ) dan meminimumkan herotan. Jenis laser yang berbeza boleh digunakan dalam kimpalan laser, seperti laser laser serat , CO2 , dan laser YAG . Setiap jenis sesuai untuk ketebalan dan aplikasi bahan yang berbeza.
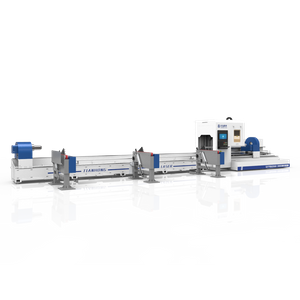
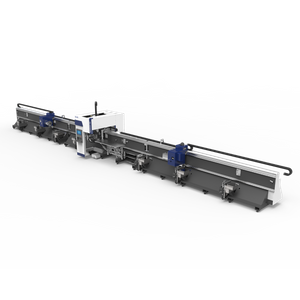
Kimpalan laser sering dilakukan menggunakan mesin kimpalan laser pegang tangan untuk aplikasi yang lebih kecil, tepat, atau mesin kimpalan laser platform multi-paksi dan mesin kimpalan laser manipulator untuk tugas kimpalan yang lebih besar dan lebih kompleks, sering automatik untuk kadar pengeluaran yang tinggi.
Kimpalan Mig, atau kimpalan gas inert logam , adalah proses di mana elektrod dawai berterusan dimasukkan ke dalam kolam kimpalan. Proses ini menggunakan arka elektrik untuk mencairkan kedua -dua elektrod dan bahan kerja, mewujudkan ikatan di antara mereka. Kimpalan MIG beroperasi dalam persekitaran gas perisai untuk melindungi kolam kimpalan daripada pencemaran oleh unsur -unsur atmosfera.
Dalam kimpalan MIG, haba yang dihasilkan oleh arka elektrik mencairkan dawai elektrod, yang kemudiannya bertindak sebagai bahan pengisi untuk menyertai bahagian logam. Proses ini agak mudah dan boleh digunakan secara manual atau dengan sistem automatik, menjadikannya popular di banyak industri. Kimpalan MIG berfungsi dengan baik untuk kedua -dua bahan nipis dan tebal, tetapi ia amat berkesan untuk bahan -bahan yang lebih tebal kerana keupayaan penembusan yang mendalam.
Apabila membandingkan kimpalan laser dan kimpalan MIG, terdapat beberapa perbezaan utama dalam penampilan, kecekapan, dan aplikasi mereka. Jadual berikut meringkaskan perbezaan utama:
| ciri | laser | kimpalan kimpalan |
|---|---|---|
| Penampilan kimpalan | Jahitan kimpalan yang sempit dan halus dengan herotan minimum | Manik kimpalan yang lebih luas dengan spatter dan slag yang kelihatan |
| Zon Terjejas Haba (HAZ) | Haz kecil, minimum melengkung | HAZ yang lebih besar, lebih banyak gangguan |
| Kelajuan | Lebih cepat untuk bahan nipis | Lebih perlahan untuk bahan nipis tetapi lebih cepat untuk tebal |
| Kekuatan | Penembusan yang kuat, tetapi kurang mendalam untuk bahan tebal | Lebih kuat untuk bahan tebal kerana penembusan yang mendalam |
| Keserasian bahan | Sesuai untuk bahan nipis, keluli tahan karat, aluminium, dan titanium | Berfungsi dengan baik dengan bahan tebal, keluli, aluminium, keluli tahan karat |
| Pasca pemprosesan | Pembersihan dan spatter yang minimum | Memerlukan pembersihan kerana spatter dan slag |
Kimpalan laser sangat sesuai untuk kimpalan yang tepat, berkualiti tinggi, tetapi ia mempunyai kelebihan dan kelemahan bergantung kepada permohonan.
Ketepatan Tinggi : Kimpalan laser memberikan ketepatan yang luar biasa, menjadikannya sesuai untuk bahagian -bahagian kecil dan rumit.
Penyimpangan minimum : Zon yang terkena haba sempit mengurangkan gangguan bahan, yang penting untuk bahan berdinding nipis atau halus.
Operasi berkelajuan tinggi : Proses kimpalan pantas sangat sesuai untuk pengeluaran volum tinggi, terutamanya apabila digabungkan dengan sistem automatik.
Kimpalan Bersih : Kimpalan laser menghasilkan kimpalan yang bersih dengan spatter yang minimum dan tidak memerlukan pemprosesan pasca dalam kebanyakan kes.
Kurang input haba : Oleh kerana laser memberi tumpuan kepada kawasan kecil, input haba diminimumkan, mengurangkan risiko terbakar atau melengkung.
Fleksibiliti : Kimpalan laser boleh digunakan pada pelbagai bahan, termasuk logam dan plastik (melalui mesin kimpalan laser plastik ).
Kos permulaan yang tinggi : Mesin kimpalan laser biasanya lebih mahal daripada mesin kimpalan MIG, menjadikannya pelaburan yang lebih penting.
Ketebalan Bahan Bahan : Walaupun kimpalan laser unggul pada kimpalan bahan nipis hingga sederhana, ia berjuang dengan logam yang sangat tebal kecuali sistem berkuasa tinggi digunakan.
Keperluan Kemahiran : Mesin kimpalan laser operasi memerlukan latihan dan kepakaran lanjutan untuk mengelakkan kecacatan.
Kepekaan terhadap bahan cemar : Kimpalan laser sangat sensitif terhadap bahan cemar pada bahan kerja, yang memerlukan permukaan bersih untuk hasil yang optimum.
Kimpalan MIG adalah salah satu proses kimpalan yang paling banyak digunakan, tetapi ia juga mempunyai kelebihan dan batasannya.
Fleksibiliti : Kimpalan MIG boleh mengendalikan pelbagai logam dan ketebalan, menjadikannya sesuai untuk pelbagai industri.
Penembusan Deep : Kimpalan MIG sangat sesuai untuk bahan -bahan tebal, memberikan penembusan yang mendalam dan ikatan yang kuat.
Kos awal yang lebih rendah : Peralatan kimpalan MIG umumnya lebih murah berbanding dengan sistem kimpalan laser.
Kemudahan Penggunaan : Kimpalan MIG agak mudah dipelajari, dan pengendali dapat dengan cepat mendapatkannya berbanding dengan kaedah kimpalan yang lebih kompleks seperti kimpalan laser.
Produktiviti Tinggi : Kimpalan MIG boleh lebih cepat untuk bahan tebal, yang membawa kepada kecekapan pengeluaran yang lebih tinggi dalam aplikasi tertentu.
Zon yang dilindungi haba yang lebih luas : Kimpalan MIG cenderung menghasilkan zon yang dipengaruhi haba yang lebih besar, yang boleh menyebabkan penyimpangan dan melengkung, terutama dalam bahan nipis.
Lebih banyak spatter : Kimpalan MIG menghasilkan lebih banyak spatter, memerlukan pemprosesan pembersihan dan pasca kimpalan tambahan.
Kurang ketepatan : Walaupun kimpalan MIG adalah serba boleh, ia tidak memberikan tahap ketepatan yang sama seperti kimpalan laser, terutamanya untuk bahagian -bahagian kecil dan rumit.
Keperluan Perisai Gas : Kimpalan MIG memerlukan bekalan gas perisai yang berterusan, menambah kos operasi dan kerumitan.
Memutuskan kaedah kimpalan yang lebih baik bergantung pada keperluan khusus anda. Berikut adalah perbandingan untuk membantu membimbing pilihan anda.
Anda memerlukan ketepatan dan minimum yang tinggi penyimpangan haba .
Anda bekerja dengan bahan nipis atau memerlukan perincian yang baik.
Kelajuan sangat penting untuk proses anda, terutamanya dengan sistem automatik.
Anda memerlukan kimpalan estetika yang bersih dengan pemprosesan pasca minimum.
Anda bekerja dengan bahan tebal yang memerlukan penembusan yang mendalam.
Anda memerlukan penyelesaian kos efektif dan tidak keberatan beberapa pembersihan pasca kimpalan.
Projek ini melibatkan produktiviti yang tinggi dengan kebimbangan yang kurang terhadap perincian yang baik.
Anda memerlukan kaedah kimpalan serba boleh yang berfungsi pada pelbagai logam dan ketebalan.
| Welding Method | Laser Welding | Mig Welding |
|---|---|---|
| Kekuatan untuk bahan nipis | Cemerlang, dengan penyimpangan minimum | Bagus, tetapi boleh mencipta zon terjejas haba yang lebih luas |
| Kekuatan untuk bahan tebal | Mencukupi, tetapi penembusan mungkin terhad | Cemerlang, kerana penembusan yang mendalam |
| Kelajuan | Lebih cepat untuk bahan nipis | Lebih perlahan untuk bahan nipis tetapi lebih cepat untuk tebal |
| Kualiti kimpalan | Bersih, tepat, minimum spatter | Baik, tetapi memerlukan pembersihan |
| Kedalaman penembusan | Terhad untuk bahan yang sangat tebal | Dalam, terutamanya untuk bahan tebal |
Kesimpulannya, kedua -dua kimpalan laser dan kimpalan MIG adalah kaedah kimpalan yang sangat baik, masing -masing dengan kekuatan dan kelemahannya sendiri. Kimpalan laser cemerlang dalam ketepatan, penyelewengan minimum, dan kimpalan bersih, menjadikannya sesuai untuk bahan nipis atau kerja yang rumit. Walau bagaimanapun, ia mempunyai batasan dari segi ketebalan bahan dan memerlukan pelaburan awal yang lebih tinggi.
Kimpalan Mig, sebaliknya, adalah serba boleh, kos efektif, dan lebih sesuai untuk bahan yang lebih tebal. Ia mampu menyediakan penembusan yang mendalam, menjadikannya sesuai untuk aplikasi tugas berat. Walaupun kimpalan MIG mungkin memerlukan lebih banyak pemprosesan pasca dan menghasilkan zon yang terkena haba yang lebih luas, ia tetap menjadi pesaing yang kuat untuk pelbagai aplikasi perindustrian.